Salah satu teknologi peyambungan logam adalah dengan las asetilin, Las Asetilin dipakai untuk menyambung dua sisi logam dengan permanen tanpa atau dengan bahan pengisi. Las Asetilin ini biasanya digunakan untuk proses pengelasan plat tipis. Banyak orang membuka bengkel las asetilin untuk repair atau modifikasi kendaraan, seperti bengkel knalpot, repair body dan lainnya.
Las asetilin ini menggunakan nyala api yang dihasilkan dari pembakaran gas asetilin serta gas oksigen. Tabung gas asetilin berisi gas yang dimampatkan dengan volume 40 liter serta tekanan sampai 15 bar. Tabung gas oksigen berisi gas dengan kadar oksigen murni 99,5 % serta tekanan sebesar 151 bar.
Suhu nyala api las asetilin ini mencapai 3250 °C yang digunakan untuk mencairkan logam dan menyatu secara kuat. Nyala api ini di disuplai dari tabung dan diatur dengan regulator yang dapat menurunkan tekanan 0.13 - 0.5 bar. Aliran gas ini kemudian dialirkan melalui selang dan menuju torch untuk proses pencampuran gas dan pengaturan keluaran gas.
Komponen-komponen las asetilin:
Komponen Las Asetilin
Tabung oksigen dilengkapi dengan regulator
Tabung asetilin dilengkapi dengan regulator
Branch line back katup
Selang oksigen
Selang asetilin
Brander / torch
Bahan tambah / welding rod
Nozzle brander
Benda kerja
Nyala api
Regulator Asetilin
Regulator asetilin
Regulator Asetilin ini fungsinya untuk mengetahui tekanan dalam tabung asetilin dan mengatur tekanan kerja. Biasanya warnanya merah atau orange, dan menggunakan ulir kiri sehingga tidak akan keliru untuk tabung oksigen.
Regulator Oksigen
Regulator oksigen
Sama seperti regulator asetilin, pada regulator oksigen ini berfungsi untuk mengetahui tekanan dalam tabung dan untuk mengatur tekanan kerja yang digunakan pada proses pengelasan. Biasanya warnanya biru, menggunakan ulir kanan.
Macam nyala api las asetilin:
Nyala Netral
Nyala api netral banyak digunakan untuk proses pengelasan biasa, pengelasan baja dan besi tuang. Nyala api netral ini dihasilkan dari perbandingan keluaran gas yang sama. Nyala api netral ini hampir kelihatan transparan dan ada yala biru kecil yang agak membulat.
Nyala Api Netral
Nyala Karburasi
Nyala api karburasi terjadi ketika keluaran gas asetilin lebih banyak dari oksigen, nyala api karburasi ini digunakan ketika melakukan "hard facing". Pada nyala karburasi ini kan nampak nyala biru yang dikelilingi nyala putih. Digunakan untuk memanaskan serta pengelasan permukaan yang keras & logam putih.
Nyala Api Karburasi
Nyala Oksidasi
Nyala api ini ketika suplai oksigen lebih banyak dari asetilin. Nyala ini digunakan ketika melakukan pengelasan pada brass dan bronze atau proses brazing.
Nyala Api Oksidasi
Metode pengelasan asetilin:
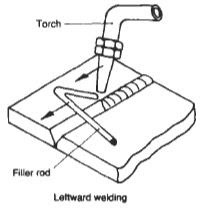
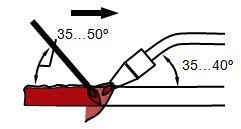
Leftward Welding
Metode leftward welding ini digunakan untuk plat dengan ketebalan mencapai 4.5 mm, serta untuk logam non ferro.
Leftward Welding
Rightward Welding
Metode ini biasa digunakan untuk plat yang lebih tebal, yang telah dibuat chamfer agar pengisian lebih banyak.
Rightward welding
Adapun teknik penyalaan dan mematikan api adalah sebagai berikut:
Cara menyalakan api:
1. Buka katup botol oksigen dan asetilin
2. Atur tekanan yang diinginkan sesuai dengan nozle yang dipakai
3. Buka katup asetilin pada brander
4. Nyalakan pemercik api dan sulutkan pada ujung brander
5. Atur katup oksigen dan asetilin pada brander sesuai nyala yang digunakan.
Cara mematikan api:
1. Tutup katup oksigen pada brender
2. Tutup katup asetilin pada brander
3. Tutup katup pada botol oksigen dan asetilin
4. Buka katup oksigen dan asetilin pada brander untuk pembuangan sisa gas yang ada pada selang gas.
5. Kemudian tutup semua katup
Selain untuk melakukan pengelasan asetilin bisa juga digunakan untuk proses cutting atau pemotongan dengan memanfaatkan nyala api dan semburan oksigen. Besi plat dengan ketebalan lebih dari 300 mm bisa dipotong dengan metode ini, baik secara manual atau otomatis dengan mesin. Prinsipnya adalah dengan memanaskan dengan nyala dari oksigen dan asetilin hingga merah membara kemudian disemburkan oksigen sehingga akan lelehan logam akan terdorong dan terpotong.
Pada proses pemotongan, brander yang digunakan berbeda dengan proses pengelasan. Memiliki torch yang lebih besar, yang digunakan untuk memanaskan, dan pada tengah ada bagian untuk melakukan penyemburan oksigen.
Brander potong
Tabel Penggunaan tekanan Gas & ukuran Tip pada brander potong
Tabel Proses Cutting dengan Asetilin
Sekian, semoga bermanfaat bagi temen-temen..
Silahkan mampir ke channel YouTube untuk melihat penjelasan singkat peralatan las asetilin:













No comments :
Post a Comment